Example of Laser on Material Processing
It is generally true to say that all organic materials, such as wood and leather, may be marked with a CO2 laser; inorganic materials are typically marked with lamp-pumped and diode pumped, solid-state lasers.
Wood, leather, cartonage: These materials are subject to ablation, creating a dark marking due to groove formation and the resulting shadow. The material itself shows slight carbonization.
Metal: Almost any metal may be laser-machined. The laser is most frequently used for steel marking. Steel may be engraved, ablated or tempered.
Copper, gold: The high reflectivity of these metals makes marking difficult. High laser stability is required in order to attain reproducible printing results.
Silicon: Silicon is typically engraved by evaporation and melting of the material. Using green laser light instead of infrared wavelengths is particularly common (e.g. marking of the backside of ready-made/packaged IC’s). This technique affords black or white silicon markings.
Plastics: Plastics or their compounds are encountered in such a wide variety of combinations that it is very difficult to make a general statement about general plastic markability. The situation is complicated further by the fact that pigmentation too plays a decisive role in this context.
Ceramics: Industrial ceramics may be marked with a Nd:YAG laser or a CO2 laser. The Nd:YAG laser, due to its high power density, can be used for material ablation or evaporation. Medical ceramics demand precise markings with a very narrow process window. High power density and laser stability are key factors for successful ceramics marking.
Glass: Glass is not so easily marked. In cooperation with the Institute for Joining and Material Science in Jena in Germany, ROFIN has developed a special foil which can be burnt onto the glass surface by a laser beam. The result is a durable mark with high contrast. Another procedure for marking glass surfaces involves engraving with a CO2 laser.
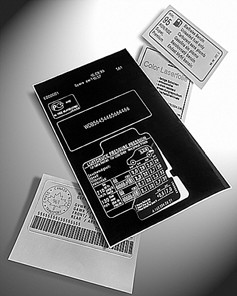
Smart Cards
Typical applications include the marking of Smart Cards including ID cards, phone cards for cellular phones, and credit cards. The laser may be used to print photographs, text, and/or bar codes onto these plastic cards.
There are two different marking techniques employed for this application:
- Color change – Due to the short laser pulse, plastic cards, so-called multilayer cards, are marked below the surface.
- Tactile marking – re-cast layers that can be felt are created on the surface by engraving and carbonization (tactile).
Tactile marking is a technique used for European EC cards where the user’s name, bank account number and card number is marked this way. A combination of both marking techniques allows manufacture of abrasion-resistant and simultaneously fraud-proof Smart Cards.

Labels
Special foils have been developed for laser marking.
At this point in time it is primarily the automotive industry and its suppliers that utilize these foils. Special foils (multilayer foils) are laser-marked just in time; i.e. changes in the text, the serial numbers, and/ or bar codes can be effected within just a few seconds. The label content and label shape are freely programmable. After marking the foil is cut to the required label shape, without damaging the carrier foil.
Drills/Reversing tools
Tools for use in a rough, highly demanding industrial environment must be equipped with durable, high quality markings. This requirement is met by abrasion-resistant, permanent laser marking.
Medical components
Tempering of titanium and high-grade steel provide medical instruments and implants with permanent, corrosion-free markings. Two-dimensional data matrix codes make it possible to compress large data volumes into small areas. Such codes allow effective.

Keyboards
Keyboard marking is considered as a special plastic marking application. Up to three lasers can simultaneously mark a keyboard – two on top and one on the underside.
This results in abrasion-resistant markings on an otherwise finished product. With three lasers in use, both the top and the underside of a standard computer keyboard can be completely marked within 4 to 5 seconds. Font types and special characters may be freely and quickly changed.
ABS housings
Plastic components and housings are, generally speaking, easily marked by laser. All our systems allow the integration of variable contents in a marking layout, such as batch numbers and day/date coding, or complete measuring results, by a network connection or via serial interfaces.
Measuring tools/Caliper gages
The characterization of measuring tools poses a considerable challenge with regard for any marking system, which must meet the most stringent requirements. Precision in the µm range is attained with high laser beam quality, in conjunction with ultra stable system construction, using granite at its foundation.
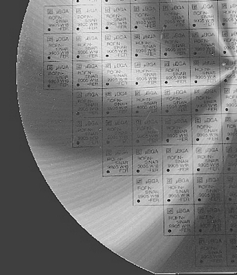
Wafer
Nd:YAG laser radiation provides the ideal solution for non-contact marking of silicon wafers, where text, barcodes, and dot-matrix codes or a combination of these are engraved on the wafers edge. Two techniques are used, differing according to the process, the marking depth, and the marking position. The hardmark method, which produces a more durable mark legible even after many etching and polishing steps, creates dots with a depth of up to 90 µm, produced by material ablation. Soft marking, which may be effected in a clean room, achieves a depth of approx. 2.5 µm, only by melting the silicon. Typical spot/dot diameters are between 70 and 110 µm (hardmark), or between 50 and 80 µm for soft marks.
Ear Tags
When marking ear tags for animals, high marking speeds are attained and a high character contrast is needed. This application has traditionally been served with lamp-pumped Nd:YAG lasers in the power range 60 – 100 watts.
Deep marking
Deep marking and engraving are technologies based on the same principle: laser-induced ablation by melt displacement/evaporation. Deep marking is used for the flexible production of fraud-proof, permanent, and corrosion resistant direct product identification able to withstand heavy wear.
Printed circuits board
In today’s printed circuit board production, on-line monitoring of each individual production step is increasing in importance. Depending on the requirements, Nd:YAG or CO2 lasers are used for this purpose.
The CO2 laser wavelength is readily absorbed by the solder resistant lacquer, undergoing a white color change due to heating by the laser beam. The CO2 marking process can provide cost savings when compared with Nd:YAG lasers, although the marking field is somewhat smaller, and the resolution somewhat reduced.
In the case of the Nd:YAG laser, the laser radiation is absorbed by the solder resistant lacquer. The copper surface underneath is not damaged by ablation, since copper is highly reflective for the 1064 nm wavelength. Mark contrast achieved with Nd:YAG lasers is slightly better than that achieved with CO2 lasers, and in addition YAG optics allow the so-called Through The Lens (TTL) image recognition systems
to be used for quality control. However, the copper layer is likely to oxidize within a few months, making it necessary to empirically verify the permanent, automatic readability of the print in each individual case.
ICs
Laser marking systems modified specifically for the semiconductor industry meet the requirements of this sector. Extremely high marking speeds of up to 1200 characters per second, at a character height of 1 mm and line widths between 40 and 200 µm, can therefore be realized. But even minute character heights of 0.2 mm that are indecipherable with the human eye are possible.
Precise laser control and high pulse frequencies allow high-contrast, high speed marking, with controllable penetration depth of less than 25 µm. ICs cast in resin, plastics, or ceramics are thus reliably and reproducibly printed.
Day & night design
The marking of components according to the day & night design is one of the most demanding applications encountered. The mechanical machine construction must be extremely solid. A granite base is used to provide the necessary thermal and mechanical stability. The laser power must be constant and beam deflection very precise, especially when a double-head system is used. This type of marking demands ultimate precision and maximum throughput.